




 廣告
廣告





















































軟包電池模組熱管理系統(tǒng)的開發(fā)
2021-10-19 23:45:57· 來源:電動學(xué)堂 作者:許亞軍

文章來源:美嘉帕拉斯特汽車零部件(上海)有限公司1概述此軟包電池模組熱管理系統(tǒng)從2019年2月開始立項開發(fā),采用正向全新設(shè)計,高度集成軟包電池模組的各個組件
文章來源:美嘉帕拉斯特汽車零部件(上海)有限公司
1概述
此軟包電池模組熱管理系統(tǒng)從2019年2月開始立項開發(fā),采用正向全新設(shè)計,高度集成軟包電池模組的各個組件,滿足客戶各種功能指標(biāo)的要求。歷經(jīng)對市場上已有電池?zé)峁芾硐到y(tǒng)對標(biāo)分析,獨特的方案設(shè)計,產(chǎn)品三維模型構(gòu)建,二維圖紙的定稿,軟硬模階段的零部件級別,整車的產(chǎn)品生產(chǎn)驗證,最終很好的滿足了客戶要求。
電池模組在工作過程中會產(chǎn)生大量熱量,這些熱量要及時地被帶走,否則電池模組的溫度超過安全閥值,電池模組會熱失控,導(dǎo)致冒煙失火等安全事故。隨著電池模組的能量密度日益提高,傳統(tǒng)的風(fēng)冷(比如日產(chǎn)LEAF)和強(qiáng)力風(fēng)冷(比如豐田PRIUS)這種被動的冷卻方式已經(jīng)滿足不了對電池冷卻效率的要求。
有空調(diào)和散熱器冷卻,電加熱或者熱泵加熱的主動熱管理方式能做到高效及時地管理電池模組溫度,使電池模組始終工作在適宜的溫度范圍內(nèi)。電池模組熱管理系統(tǒng)最主要的功能是當(dāng)電池模組工作一段時間后,溫度比較高時,電池模組內(nèi)部產(chǎn)生的熱量要通過散熱鋁板導(dǎo)出,然后冷卻液(介質(zhì)為水和乙二醇)直接冷卻散熱鋁板,這樣熱量可以被冷卻液帶走,起到降低電池模組工作溫度的作用。
還有一種使用情形是電池模組快速充電時,由于充電功率比較高,平均每個電芯的發(fā)熱功率為35W,電池模組工作溫度會急劇升高,這對電池模組冷卻能力提出很高的要求。電池模組熱管理系統(tǒng)核心的設(shè)計是怎樣使電池模組產(chǎn)生的熱量通過最有效的傳導(dǎo)方式傳熱給冷卻液,使每個電芯的工作溫度都盡可能接近,這對提高電池模組工作安全性非常重要,同時這種冷卻通道要設(shè)計得緊湊巧妙,重量輕,這些都是為了提升整個電池包的能量密度。
2軟包電池模組熱管理系統(tǒng)設(shè)計開發(fā)
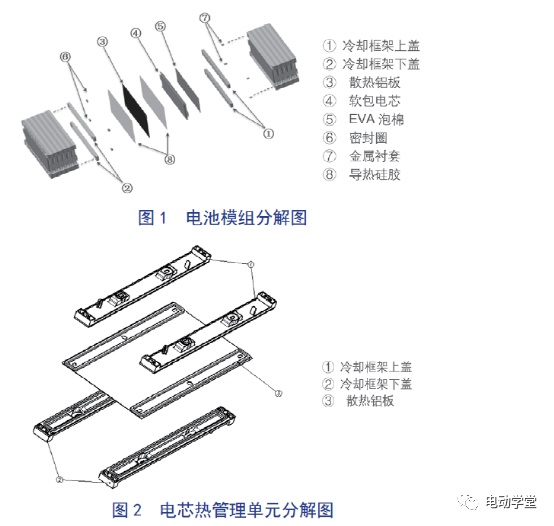
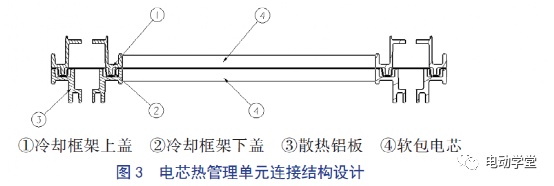
下面介紹下軟包電池?zé)峁芾硐到y(tǒng)各個組件的詳細(xì)設(shè)計以及主要性能指標(biāo)的實現(xiàn)。電池模組的結(jié)構(gòu)如圖1,圖2所示。
軟包電池?zé)峁芾硐到y(tǒng)主要性能指標(biāo):
軟包電池?zé)峁芾硐到y(tǒng)冷卻液入口流量2升/分鐘,電池模組壓力損失在15Kpa以內(nèi)。
快速充電15分鐘,充電80%
快速充電時每個電芯的發(fā)熱功率為35W電芯最高工作溫度控制在42℃以內(nèi)
冷卻通道耐靜壓爆破10Bar以上
密封性測試:樣品頂部與水面至少保持20mm的距離。在樣品內(nèi)通入4bar(相對壓力)壓縮空氣,保壓時間60秒。在試驗過程中,樣品不得出現(xiàn)氣泡或變形等現(xiàn)象。目前市場上電池模組的冷卻絕大部分是整個電池模組放在金屬冷卻板上,整個電池模組的冷卻采用的是單側(cè)冷卻,即電芯產(chǎn)生的熱量從電芯底部到頂部逐次傳導(dǎo)給散熱鋁板,這樣會導(dǎo)致單電芯頂部的溫度比底部的溫度高,造成每個單電芯上溫度分布相差比較大,單電芯某些局部區(qū)域溫度過高,長時間工作會有安全隱患。優(yōu)于目前市場上絕大部分的電池模組冷卻方式,本電池模組熱管理系統(tǒng)采用的是每個電芯都是雙側(cè)冷卻,即頂部和底部分別同時冷卻。散熱鋁板兩側(cè)分別放置電芯,散熱鋁板上下兩側(cè)分別設(shè)置了一個冷卻通道,該冷卻通道采用的是兩個塑料件與散熱鋁板分別用粘結(jié)劑粘接的裝配方式。采用塑料件構(gòu)成冷卻通道,比金屬件有著以下方面的優(yōu)勢。
重量輕塑料件一般采用PP含玻纖耐阻燃材料,傳統(tǒng)的冷卻通道金屬件采用的是鋁,密度是PP玻纖的2.5倍,從重量角度看塑料件有著明顯的優(yōu)勢。
復(fù)雜特征實現(xiàn)可靠度高塑料件上的復(fù)雜特征,尤其是與冷卻能力密切相關(guān)的冷卻通道精細(xì)巧妙特征的實現(xiàn)并保持可以通過注塑模具來實現(xiàn)并保持。金屬件一般是鋁板采用沖壓成型,受制于沖壓工藝的精度和鋁板材料的回彈特性,冷卻通道上的精細(xì)特征和尺寸很難實現(xiàn)和保持。
生產(chǎn)工藝的復(fù)雜程度和生產(chǎn)周期塑料件一般是模具注塑完成,生產(chǎn)周期短(一般在60秒內(nèi))。金屬件的成型工藝比較復(fù)雜,落料,拉延,沖壓,翻邊,沖孔,幾乎每個步驟都需要專門的模具實現(xiàn)。單個樣件生產(chǎn)出來后,塑料件一般采用自動化涂膠設(shè)備完成涂膠裝配塑料件和鋁板。金屬件一般需要真空釬焊或者激光焊接沖壓件。從整個生產(chǎn)過程看相比塑料件,金屬件的焊接需要更大的生產(chǎn)設(shè)備投資和更高的能耗。
電池模組是安全件,如果采用塑料件,塑料材料必須滿足V0的阻燃特性要求,一般會在塑料基材里添加阻燃劑,然而帶有阻燃劑的塑料材料很難通過振動摩擦或者紅外焊接的方式裝配到一起。本電池模組熱管理系統(tǒng)塑料件和散熱鋁板之間采用的是三層結(jié)構(gòu),通過結(jié)構(gòu)膠分別把塑料件和散熱鋁板粘結(jié)在一起,粘結(jié)強(qiáng)度主要是依靠結(jié)構(gòu)膠的粘接特性和三層結(jié)構(gòu)的設(shè)計保證。用結(jié)構(gòu)膠粘結(jié)塑料件和金屬件,在航空航天領(lǐng)域應(yīng)用比較廣泛。
下面重點介紹下三層結(jié)構(gòu)的設(shè)計和結(jié)構(gòu)膠的選擇。三層結(jié)構(gòu)如圖3所示,塑料件上有涂膠溝槽,溝槽深度3mm左右,溝槽寬度3.5mm左右,散熱鋁板上有沖壓成型的凸筋和凹槽,一側(cè)的凸筋與一個塑料件的溝槽配合,凹槽與另外一個塑料件的凸筋配合。在開始涂膠前,為了提高塑料件的粘接強(qiáng)度,需要提高塑料件的表面能量,通常塑料件需要做火焰處理或者等離子處理。為了提高散熱鋁板的粘結(jié)強(qiáng)度,鋁板在粘結(jié)前需要先做去油脂處理,然后做底涂處理。這些準(zhǔn)備工作完成后,塑料件放在生產(chǎn)線上,用6軸機(jī)器人帶動膠槍按照之前設(shè)定好的涂膠程序開始涂膠,然后放置鋁板,再涂膠,最后放置另外一個塑料件到上面,生產(chǎn)線上的自動夾鉗會固定涂完膠的樣件。同時為了加速固化膠水,生產(chǎn)線上會用紅外線加熱燈管圍繞涂完膠的樣件加熱,通常60秒可以完成膠水固化。結(jié)構(gòu)膠的選擇通常會通過以下試驗驗證來選取。
標(biāo)準(zhǔn)樣條初始狀態(tài)分別放在-40℃/23℃/80℃/120℃下72小時后,檢測膠水的抗拉強(qiáng)度,判斷標(biāo)準(zhǔn)是抗拉強(qiáng)度要大于3Mpa。
標(biāo)準(zhǔn)樣條放在70℃下360小時的耐老化測試,試驗完成后,檢測膠水的抗拉強(qiáng)度,判斷標(biāo)準(zhǔn)是抗拉強(qiáng)度要大于3Mpa。標(biāo)準(zhǔn)樣條放在118℃冷卻液里1100小時,試驗完成后,檢測膠水的抗拉強(qiáng)度,判斷標(biāo)準(zhǔn)是抗拉強(qiáng)度要大于3Mpa。
選用不同的膠水,按照相同的試驗方法和試驗程序,通過交叉試驗和驗證,選用合適的膠水,本電池模組最終選用的膠水為TOTAL6082。膠水選定后,接下來要確定量產(chǎn)階段的涂膠工藝參數(shù)。主要的工作是通過設(shè)置工藝參數(shù)矩陣,在實際產(chǎn)品上驗證膠槍的移動速度,膠槍噴嘴到產(chǎn)品的距離,膠水固化的溫度和時間。通過驗證抗拉強(qiáng)度測試和靜壓爆破測試(爆破壓力大于10Bar),可以確定最優(yōu)的工藝參數(shù)組合。
下面介紹下電池模組冷卻通道的設(shè)計,基本思路是冷卻通道中的冷卻液在每層的流速盡可能接近,這樣可以降低整個冷卻系統(tǒng)的壓力損失。同時冷卻液要流經(jīng)冷卻通道的每個區(qū)域,尤其是冷卻通道的邊角處,這樣可以提高整個散熱鋁板接觸面積的利用率,并保證與冷卻液接觸的散熱鋁板的溫度一致性。冷卻通道的優(yōu)化可以通過三維建模和CFD流體仿真,迭代優(yōu)化設(shè)計方案,可以得到比較理想的冷卻通道設(shè)計。
在流道設(shè)計過程中,首先與客戶確認(rèn)電池模組冷卻系統(tǒng)冷卻液總輸入流量和最大可允許流速,這樣可以確定最小流道截面面積,根據(jù)電池模組周邊零件的邊界限制,可以確定一個合理的流通截面面積。其次是定義冷卻通道入口和出口的位置,根據(jù)流體仿真的迭代計算,發(fā)現(xiàn)冷卻通道入口和出口分別設(shè)置在冷卻通道長度方向上1/3處是比較合理的。然后是確定在散熱鋁板上開孔的位置和開孔大小,同樣的通過流體仿真的迭代計算,發(fā)現(xiàn)在散熱鋁板的頂部和底部,每一側(cè)的前中后開一個直徑為3mm的孔,這種冷卻通道設(shè)計可以明顯降低電池模組冷卻系統(tǒng)的壓力損失,整個電池模組壓力損失只有5.68Kpa(入口流量2升/分鐘,24個電芯)。
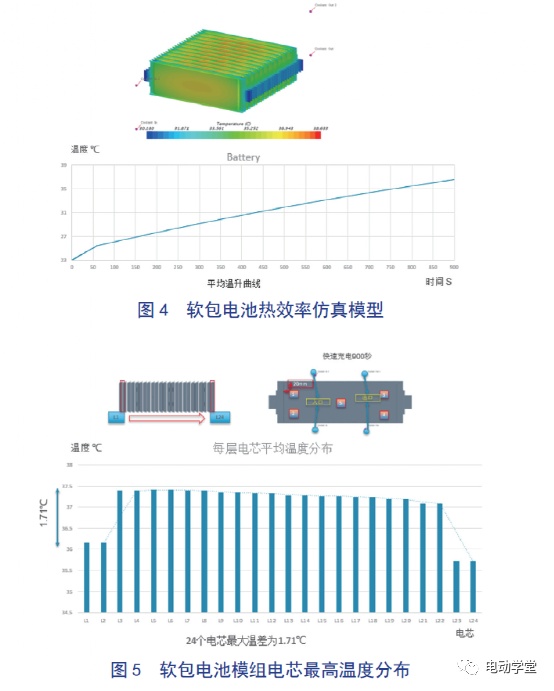
然后用流體仿真模擬電池模組的快速充電,每個電芯發(fā)熱功率設(shè)定為35W,快速充電900秒,充電80%,監(jiān)控每個電芯上溫度的分布,以及24個電芯之間最大溫差,冷卻液入口初始溫度23℃,冷卻液入口流量為2升/分鐘,這些參數(shù)是評價電池模組熱管理系統(tǒng)設(shè)計是否合理的重要依據(jù)。
通過流體仿真計算,本電池模組在快速充電900秒后最大工作溫度38.6℃,24個電芯上平均溫度最大溫差為1.71℃,24個電芯每個電芯上最大溫差波動范圍在0.16℃。熱效率仿真模型構(gòu)建和仿真結(jié)果如圖4和圖5所示。從流體仿真結(jié)果看本電池模組冷卻系統(tǒng)能很好地滿足客戶要求。
前期迭代的概念設(shè)計和仿真計算可以最終鎖定本電池模組熱管理系統(tǒng)的設(shè)計。設(shè)計完成后,可以啟動軟模制作,用量產(chǎn)材料和接近量產(chǎn)的工裝設(shè)備制作出樣件,經(jīng)過設(shè)計驗證和過程驗證的各個試驗去驗證設(shè)計的合理性和可靠性,同時也會驗證試驗和仿真的符合性。比如前期的流體仿真得出的快速充電900秒后24個電芯上的溫度分布,與實際的樣件在熱效率試驗臺架上測得的試驗結(jié)果:24個電芯上最大工作溫度39.2℃,24個電芯上平均溫度最大溫差為1.6℃,24個電芯每個電芯上最大溫差波動范圍在0.25℃,相比有著高度的一致性。通過前期的迭代仿真,可以縮短新產(chǎn)品的開發(fā)周期,以及提高產(chǎn)品設(shè)計的合理性和可靠性。
除了上述提到的電池模組熱管理系統(tǒng)開發(fā)過程中的重要功能和注意事項外,還要對冷卻通道上每層的冷卻液入口和出口處的密封結(jié)構(gòu)做詳細(xì)的可靠性設(shè)計。整個電池模組包括24個電芯,通過長螺栓聯(lián)接裝配在一起,考慮到電池在生命周期末尾的膨脹力,電芯與鋁板之間會安裝EVA泡棉,吸收電池的膨脹。
最終產(chǎn)品裝配到客戶整車上,各種試驗數(shù)據(jù)表明能很好地滿足客戶最初的設(shè)計要求。
3結(jié)語
此電池模組熱管理系統(tǒng)的開發(fā)能很好地滿足客戶的技術(shù)和交樣需求,填補(bǔ)了國內(nèi)電池模組雙側(cè)冷卻的空白,達(dá)到了國際先進(jìn)水平。



 廣告
廣告 編輯推薦




最新資訊
-
“汽車爬坡試驗方法”將有國家標(biāo)準(zhǔn)
2026-03-03 12:44
-
十年耐久監(jiān)管時代:電池系統(tǒng)開發(fā)策略將如何
2026-03-03 12:44
-
聯(lián)合國法規(guī)R59對機(jī)動車備用消聲系統(tǒng)的工程
2026-03-03 12:08
-
聯(lián)合國法規(guī)R58對后下部防護(hù)裝置的工程化約
2026-03-03 12:07
-
聯(lián)合國法規(guī)R57對摩托車前照燈配光性能的工
2026-03-03 12:07
