




 廣告
廣告





















































BDU殼體卡接失效分析及改善
2021-11-09 16:09:19· 來源:電動(dòng)學(xué)堂 作者:饒德芳等

文章來源1.武漢嘉晨汽車技術(shù)有限公司2.東風(fēng)汽車有限公司技術(shù)中心3.武漢華夏理工學(xué)院引言聚對(duì)苯二甲酸丁二醇酣(PBT),為五大工程塑料之一,密度在1.31~L55g/cm之
文章來源1.武漢嘉晨汽車技術(shù)有限公司2.東風(fēng)汽車有限公司技術(shù)中心3.武漢華夏理工學(xué)院
引言
聚對(duì)苯二甲酸丁二醇酣(PBT),為五大工程塑料之一,密度在1.31~L55g/cm之間,熔點(diǎn)224~230°C,長期使用溫度可達(dá)120°C以上,具有優(yōu)良的物性和加工性。PBT可用增強(qiáng)劑進(jìn)行改進(jìn),尤其用玻璃纖維和阻燃劑可改性成阻燃增強(qiáng)改性材料,此改性材料能在140°C下能長期使用,其阻燃級(jí)達(dá)UL94V-0級(jí),可廣泛應(yīng)用于線圈骨架、接插件、汽車、機(jī)械零件等。
在實(shí)際生產(chǎn)中,改性PBT材料也有其缺點(diǎn),因其添加玻纖和阻燃劑后,黏度明顯增大,故用此材料生產(chǎn)的塑料件,在注塑后較容易發(fā)生翹仙變形。
BDU殼體,一種常用于承載和固定繼電器、分流器、銅排、預(yù)充電阻和連接器等的塑料零件,因其需要產(chǎn)品有良好的絕緣性能、耐濕熱穩(wěn)定性和防塵等功能,其最常用的材質(zhì)就是阻燃增強(qiáng)改性PBT。
1某項(xiàng)目BDU殼體零件缺陷
公司某新開發(fā)項(xiàng)目的BDU殼體在注塑后,裝配時(shí)發(fā)現(xiàn)BDU上殼體和下殼體固定不良,卡扣無法卡接到設(shè)計(jì)位置,產(chǎn)品裝配后出現(xiàn)明顯的晃動(dòng)和異響,需對(duì)產(chǎn)品進(jìn)行質(zhì)量缺陷分析和缺陷問題整改。
2 BDU殼體卡接失效原因分析
為了解決BDU上殼體的卡扣失效問題,主要從產(chǎn)品材料、結(jié)構(gòu)、模具、注塑工藝參數(shù)四個(gè)方面進(jìn)行了詳細(xì)分析。
2.1產(chǎn)品材質(zhì)
BDU殼體材料:PBT-GF15,由南京聚隆科技股份有限公司生產(chǎn)并提供。材料物性表見表l。
此材料為BDU殼體常用材料,通過試模所用的材料對(duì)照材料物性表進(jìn)行以上各項(xiàng)性能檢測,確認(rèn)材料滿足要求,故確認(rèn)產(chǎn)品原材料合格。
2.2產(chǎn)品結(jié)構(gòu)
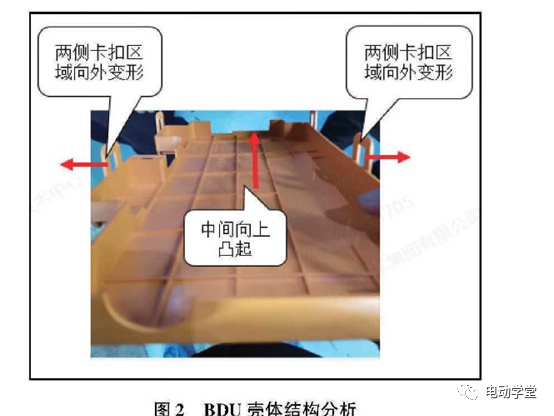
首先我們對(duì)BDU上殼體和下殼體在檢具上進(jìn)行產(chǎn)品尺寸檢測后發(fā)現(xiàn),BDU上殼體發(fā)生較為嚴(yán)重的變形,產(chǎn)品尺寸不合格,且產(chǎn)品中間區(qū)域向上凸起,兩側(cè)卡扣區(qū)域向外變形。
如圖2所示,產(chǎn)品變形和產(chǎn)品卡接失效現(xiàn)象對(duì)應(yīng),BDU上殼體和下殼體卡接時(shí),因上殼體的變形導(dǎo)致上殼體卡扣無法和下殼體的卡子正常固定,從而導(dǎo)致裝配晃動(dòng)和異響。故需要通過改善產(chǎn)品變形,來保證產(chǎn)品尺寸滿足要求,以解決卡接失效問題。
2.3產(chǎn)品模具
產(chǎn)品模具主要從模具設(shè)備及鎖模力、模具設(shè)計(jì)合理性、成型工藝參數(shù)三個(gè)方面進(jìn)行了分析。
2.3.1模具設(shè)備及鎖模力
本零件采用200t液壓注塑機(jī),由海天公司生產(chǎn)。機(jī)臺(tái)的噸位200t即為注塑機(jī)的鎖模力,鎖模力越大,機(jī)臺(tái)噸位越大。鎖模力又稱合模力,是指注塑機(jī)的合模裝置對(duì)模具所施加的最大夾緊力。
當(dāng)原料以高壓注入模腔內(nèi)時(shí)會(huì)對(duì)模具產(chǎn)生較大的壓力,因此注塑機(jī)的鎖模機(jī)構(gòu)必須提供足夠的鎖模力來使模具不至于被撐開。當(dāng)熔體充滿型腔時(shí),注射壓力在型腔內(nèi)所產(chǎn)生的作用力總會(huì)力圖使模具沿分型面脹開,為此,注塑機(jī)的鎖模力必須大于型腔內(nèi)熔體壓力與塑料制品及澆口系統(tǒng)在分型面上的投影面積之和的乘積,其公式:鎖模力>模力壓力乘以制品、流道、澆口在分型面上的投影面積之和。需要特別注意的是,鎖模力不足,產(chǎn)品會(huì)產(chǎn)生飛邊或無法正常成型,但是鎖模力過大,又會(huì)造成資源的浪費(fèi),并且會(huì)使液壓系統(tǒng)元件在高壓下長時(shí)間工作,導(dǎo)致其過早老化,同時(shí)也會(huì)使機(jī)械結(jié)構(gòu)過快磨損,因此模具設(shè)計(jì)中,選擇合適的鎖模力尤為重要。
鎖模力計(jì)算:在模具設(shè)計(jì)時(shí),可以通過MokJf1ow模流分析,精確地確定成型所需的鎖模力。圖3所示為本文中BOU殼體注塑機(jī)鎖模力分析圖。
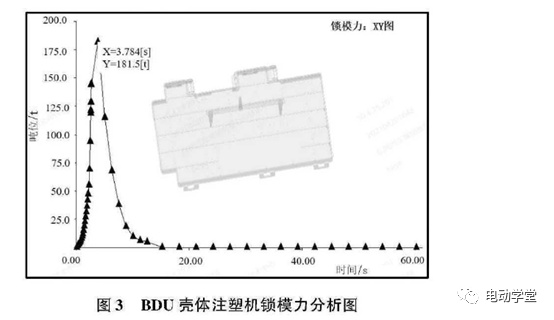
由以上分析圖可知,本模具最大鎖模力為181.5t,產(chǎn)品可選擇200t的注塑機(jī)機(jī)臺(tái)。
2.3.2模具設(shè)計(jì)分析
(1)分型面設(shè)計(jì)分析
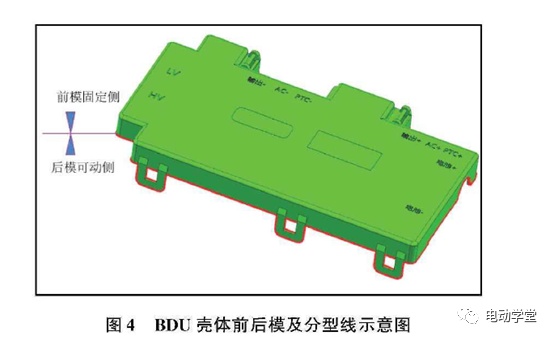
產(chǎn)品通過分型面來實(shí)現(xiàn),分型面上側(cè)為前模仁,分型面下側(cè)為后模仁。前模仁為不可動(dòng)側(cè),后模仁為可動(dòng)側(cè)。通常前模仁為對(duì)外觀要求較高的產(chǎn)品外表面,而后模仁有頂出系統(tǒng),存在頂針印,外觀較差,用于產(chǎn)品內(nèi)表面。
經(jīng)分析,BDU上殼體模具前后模及分型面如圖4所示。經(jīng)分析,產(chǎn)品前模和后模及分型面設(shè)計(jì)滿足要求。
(2)澆口設(shè)計(jì)分析
模具澆口位置的設(shè)計(jì)是否合理直接影響熔體在模具型腔內(nèi)的填充和保壓補(bǔ)料過程的進(jìn)行,即影響著熔體填充流動(dòng)過程的平衡、流動(dòng)過程中的材料取向和保壓過程中的材料補(bǔ)償。熔體充填不平衡時(shí),會(huì)在流動(dòng)過程中產(chǎn)生較大的正應(yīng)力和剪應(yīng)力,而且充填結(jié)束后熔體在型腔中的密度、壓力和溫度分布不均勻。因此,澆口類型的選擇將直接影響B(tài)DU殼體成型、脫模后的變形量。故當(dāng)產(chǎn)品發(fā)生變形時(shí),同樣需分析澆口類型選擇的合理性。
為了分析BDU殼體的澆口設(shè)計(jì)是否合理,我們嘗試分析一個(gè)大水口和兩個(gè)細(xì)水口兩種情況,并對(duì)兩種方案分別進(jìn)行了模流分析。下圖為大水口與細(xì)水口分別在X、Y、Z方向變形量對(duì)比:左邊圖的澆口類型為大水口,右邊圖的澆口類型為細(xì)水口。
如圖5所示,為BDU上殼體采用兩種不同澆口方案,在X向的模流分析結(jié)果:
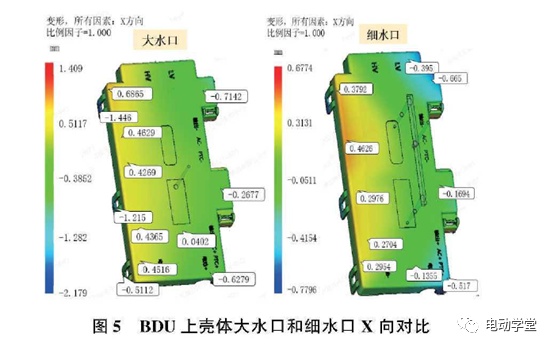
經(jīng)過分析發(fā)現(xiàn),在X正方向:大水口的澆口方案零件變形為1.41mm,細(xì)水口澆口方案變形為0.68mm。在X負(fù)方向:大水口的澆口方案零件變形為2.18mm,細(xì)水口澆口方案變形為0.78mm。
故針對(duì)X方向的變形,細(xì)水口澆口方案相比大水口方案變形更小,尤其是卡扣位置X向,大水口變形較大;
同理,我們對(duì)比分析了兩種澆口方案在Y向和Z向上的變形量。經(jīng)過Z向分析發(fā)現(xiàn),在殼體中間區(qū)域,大水口澆口方案變形最大達(dá)到1.67,而細(xì)水口方案為0.84。另Y向分析結(jié)果是兩澆口方案變形基本相同,未見明顯差異。
通過本次X、Y、Z向的模流分析可知,在上殼體卡扣體表現(xiàn)為:塑件在成型過程中,沿熔料流動(dòng)方向上的分子和中間區(qū)域,大水口澆口方案生產(chǎn)的BDU上殼體變形量為取向大于垂直流動(dòng)方向上的分子取向,這是由于充模時(shí)大細(xì)水口方案變形量的近兩倍,且變形方向與實(shí)物保持一致。
故建議修改產(chǎn)品模具澆口個(gè)數(shù)和位置,將澆口由一個(gè)大水口改為兩個(gè)細(xì)水口。
2.3.3注塑工藝參數(shù)分析
再確認(rèn)材料特性參數(shù)和模具設(shè)計(jì)后,我們進(jìn)一步確認(rèn)了產(chǎn)品注塑工藝參數(shù)。調(diào)整前的產(chǎn)品注塑工藝參數(shù)見表2。
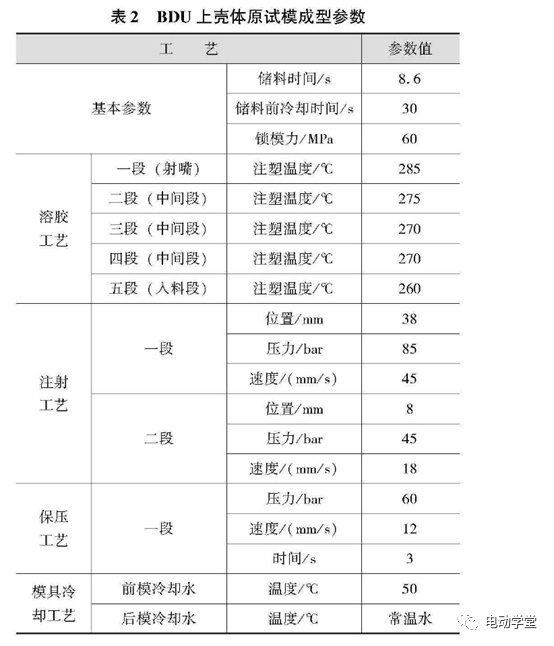
以下,對(duì)表2提供的BDU上殼體注塑工藝參數(shù)進(jìn)行了詳細(xì)分析:
(1)溶膠工藝該產(chǎn)品成型的溶膠溫度和材料物性表
不符合,故確認(rèn)將各段注射溫度更改為材料物性表推薦參數(shù)見表3。
注塑壓力和速度,原注射壓力和速度為85bar,45mm/s,充填階段產(chǎn)品越快填滿型腔,產(chǎn)生的塑料內(nèi)應(yīng)力就小。塑料內(nèi)應(yīng)力的產(chǎn)生又和塑料分子的取向息息相關(guān),具體表現(xiàn)為:塑料在成型過程中,沿熔料流動(dòng)方向上的分子取向大于垂直流動(dòng)方向上的分子取向,這是由于充模時(shí)大部分聚合物分子沿著流動(dòng)方向排列造成的,充模結(jié)束后,被取向的分子形態(tài)總是力圖恢復(fù)原有的卷曲狀態(tài),導(dǎo)致塑料件在此方向上長度縮短。
因此,塑料沿熔料方向上的收縮也就大于垂直方向上的收縮。由于兩個(gè)垂直方向上的收縮不均衡,塑件必然產(chǎn)生翹曲變形。為了盡量減少由于分子取向差異產(chǎn)生的翹曲變形,應(yīng)創(chuàng)造條件減少流動(dòng)取向及緩和取向應(yīng)力的松弛。因此,采用高壓高速,以一段為主,快速充填,減少以充填時(shí)間差導(dǎo)致分子取向的不一致。
(3)保壓壓力保壓壓力是指在注塑完畢后,螺桿仍舊保持一定的壓力,繼續(xù)向模具型腔補(bǔ)充塑料熔體(塑料熔體冷卻后收縮),以提高注塑產(chǎn)品的外觀品質(zhì)。適當(dāng)?shù)谋簤毫εc保壓時(shí)間可以提高產(chǎn)品的外觀品質(zhì),保證產(chǎn)品尺寸符合設(shè)計(jì)要求。降低保壓壓力及保壓時(shí)間,減少產(chǎn)品在模具型腔內(nèi)受壓力擠壓導(dǎo)致變形。
(4)模具冷卻水溫度在注塑成型過程中,通過合理的冷卻系統(tǒng)對(duì)模具溫度進(jìn)行有效的調(diào)節(jié)是十分必要的。由于冷卻時(shí)間占成型周期的80%左右,因此注塑模具冷卻系統(tǒng)設(shè)計(jì)方案的優(yōu)勢(shì)不但對(duì)制品的精度、變形性、耐應(yīng)力開裂小和表面質(zhì)量等有較大的影響,而且還直接關(guān)系到生產(chǎn)效率。
前模先冷卻先收縮,后模提高模溫,后模塑料分子會(huì)有大量時(shí)間來實(shí)現(xiàn)重排,產(chǎn)品會(huì)向熱的方向進(jìn)行彎曲,進(jìn)而減緩后模收縮時(shí)間可以達(dá)到使產(chǎn)品反向變形的目的,故將前模冷卻水改為常溫水,后模冷卻水改為60°C。
3 BDU殼體卡接失效解決方案
經(jīng)過以上分析,可知產(chǎn)品出現(xiàn)變形主要原因有兩點(diǎn):一是澆口設(shè)計(jì)不合理,相比細(xì)水口澆口設(shè)計(jì),大水口澆口設(shè)計(jì)的產(chǎn)品在注塑后產(chǎn)生的變形更大;二是注塑生產(chǎn)時(shí)工藝參數(shù)設(shè)定不合理,需進(jìn)行調(diào)整。因此,為了改善本文中BDU上殼體卡扣失效缺陷,主要進(jìn)行了如下兩方面的改善工作:
(1)修改澆口位置和個(gè)數(shù)根據(jù)BDU上殼體模流分析結(jié)果,修改澆口個(gè)數(shù)和位置,將原l個(gè)大水口澆口改為2個(gè)細(xì)水口,由此可減小因澆口設(shè)計(jì)不合理帶來的零件變形,模具澆口的修改方案如圖6所示。
(2)調(diào)整注塑工藝參數(shù)根據(jù)以上各項(xiàng)注塑工藝參數(shù)的分析結(jié)果,工藝參數(shù)調(diào)整見表4。
表4BDU上殼體試模第二次成型參數(shù)(加粗字體為變化參數(shù))
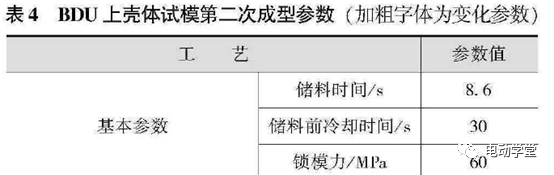
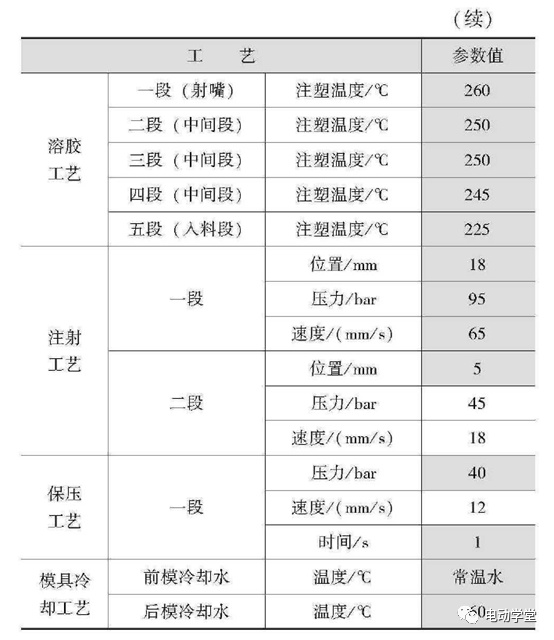
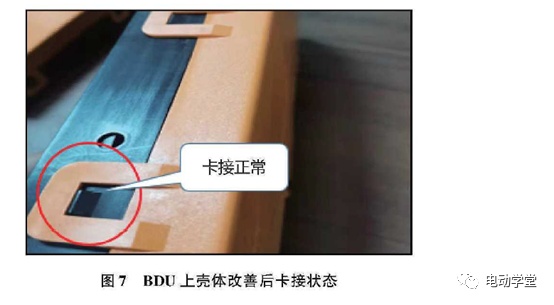
經(jīng)過調(diào)整模具澆口及注塑工藝參數(shù),試模產(chǎn)品卡接失效問題消失。圖7所示為調(diào)整后的上下殼體安裝狀態(tài),上殼體各卡扣均能有效卡入到下殼體卡舌中,調(diào)整后的產(chǎn)品卡接狀態(tài)符合設(shè)計(jì)要求。
4結(jié)論
除了產(chǎn)品結(jié)構(gòu)設(shè)計(jì)外,產(chǎn)品的模具澆口設(shè)計(jì)和注塑工藝參數(shù)不合理,極其容易導(dǎo)致產(chǎn)品出現(xiàn)變形導(dǎo)致產(chǎn)品尺寸不合格,最終滿足不了產(chǎn)品的技術(shù)要求。
因此,對(duì)注塑制品翹曲變形機(jī)理的研究必須綜合考慮整個(gè)成型過程和材料性能等多方面的因素。在設(shè)計(jì)模具時(shí)必須對(duì)產(chǎn)品進(jìn)行模流分析,確保澆口設(shè)計(jì)合理,尤其是模具澆口的設(shè)計(jì)涉及熔料在模具內(nèi)的流動(dòng)特性,塑件內(nèi)應(yīng)力的形成以及熱收縮變形等。合理地確定澆口位置及澆口類型,往往可以很大程度地減少塑件的變形。
同時(shí),注塑工藝參數(shù)的選擇也要有理有據(jù),首先要依據(jù)材料物性表調(diào)節(jié)參數(shù),如產(chǎn)品溶膠溫度。其次是注射壓力、速度應(yīng)滿足產(chǎn)品結(jié)構(gòu)特性使其達(dá)到充填平衡,減小充填殘余壓力,進(jìn)而減少產(chǎn)品變形。最后對(duì)于冷卻而言,模具溫度控制應(yīng)根據(jù)成型件的結(jié)構(gòu)特征來確定前模與后模,利用控制模具各部位冷卻收縮速度的差值來抵消取向收縮差,避免產(chǎn)品按取向規(guī)律翹曲變形。在控制前模與后模的溫差時(shí),如果后模處的模具溫度較高,產(chǎn)品脫模后就向后模牽引的方向彎曲。
點(diǎn)贊 0 反對(duì) 0 舉報(bào) 0
收藏 0
評(píng)論 0 分享 57



 廣告
廣告 編輯推薦




最新資訊
-
“汽車爬坡試驗(yàn)方法”將有國家標(biāo)準(zhǔn)
2026-03-03 12:44
-
十年耐久監(jiān)管時(shí)代:電池系統(tǒng)開發(fā)策略將如何
2026-03-03 12:44
-
聯(lián)合國法規(guī)R59對(duì)機(jī)動(dòng)車備用消聲系統(tǒng)的工程
2026-03-03 12:08
-
聯(lián)合國法規(guī)R58對(duì)后下部防護(hù)裝置的工程化約
2026-03-03 12:07
-
聯(lián)合國法規(guī)R57對(duì)摩托車前照燈配光性能的工
2026-03-03 12:07
