




 廣告
廣告





















































汽車變速器齒輪修形仿真分析
2020-10-14 09:38:27· 來源:EDC電驅未來

變速器作為汽車重要的傳動部件,其性能影響到整車的動力性、舒適性及經濟性。在實際生產中,應用于汽車的變速器面臨著振動大、承載能力低等問題。在駕駛過程中,
變速器作為汽車重要的傳動部件,其性能影響到整車的動力性、舒適性及經濟性。在實際生產中,應用于汽車的變速器面臨著振動大、承載能力低等問題。在駕駛過程中,司機對車輛在平穩(wěn)性、經濟性和長壽命等方面都提出了更高的要求,因此,改善齒輪傳動系統(tǒng)是十分必要的。齒輪修形正是一種可有效減少載荷、平穩(wěn)傳動、增加齒輪壽命的途徑。
1 齒輪傳遞系統(tǒng)的建模與分析
1.1 齒輪傳遞系統(tǒng)模型的建立
在Romax 中建模之前,為了節(jié)省時間并且保證Romax 模型與實際結構相符,要對結構做出一些簡化,忽略一些次要因素。表1 為該減速器齒輪的4 個工況,其中加速工況3 個,減速工況1 個,由于減速工況比較簡單,可采用常規(guī)的修形方法,而升速工況較為復雜,也是本文重要的優(yōu)化前提。表2 為該模型的具體參數(shù),也是優(yōu)化對象。
表1 三聯(lián)齒實際工況
Tab.1 Actual working conditions of triple teeth

表2 三聯(lián)齒具體參數(shù)
Tab.2 Specific parameters of triple teeth

1.2 修形前齒輪的仿真分析
根據上述參數(shù)及實際工況建立模型,如圖1所示。本文中因輸入齒輪與輸出齒輪的修形方法相同,故只涉及輸入齒輪的修形。在不同工況下沒有安裝誤差時對輸入齒輪運行模擬,得到齒面載荷分布情況如圖2 所示,傳動誤差曲線如圖3所示。從圖2 和圖3 可以看出,各個工況下未修形時齒面偏載嚴重,且傳動誤差較大,因此齒輪在運行時振動大、噪聲大,且影響齒輪使用壽命。

圖1 Romax 中三聯(lián)齒模型
Fig.1 Triple teeth model in Romax
2 齒輪微觀幾何尺寸修形
在生產加工及運行工作時,由于軸的安裝誤差、齒輪箱體的變形、軸承的加工誤差等因素的影響,齒面受力出現(xiàn)偏載現(xiàn)象,嚴重影響齒輪的使用壽命。因此,從齒向修形的角度來改善偏載現(xiàn)象,與提高制造精度來改善齒面的偏載現(xiàn)象相比大大節(jié)約了成本。
齒輪系統(tǒng)在傳動過程中,對于一對嚙合齒輪,嚙合齒對的工作面輪廓相互接觸而產生作用力。由于輪齒相當于懸臂梁在受力時發(fā)生彈性形變,加之在齒輪生產過程中產生的齒輪誤差,所以在傳動過程中,實際嚙合線偏離理論嚙合線,造成在嚙合過程中傳動不平穩(wěn),特別是在嚙入嚙出過程中存在瞬間的波動,對系統(tǒng)的平穩(wěn)性和壽命都有很大損害,因此對齒形修形十分必要。
常規(guī)的修形方法是通過計算公式來獲得相應的量,其中齒廓的修形采用齒輪手冊推薦公式
式中:Wt——單位齒寬載荷,;Ft——齒輪切向力;b——齒寬。
根據會田俊夫推薦的方法,長修形長度為短修形長度為,單位為mm。
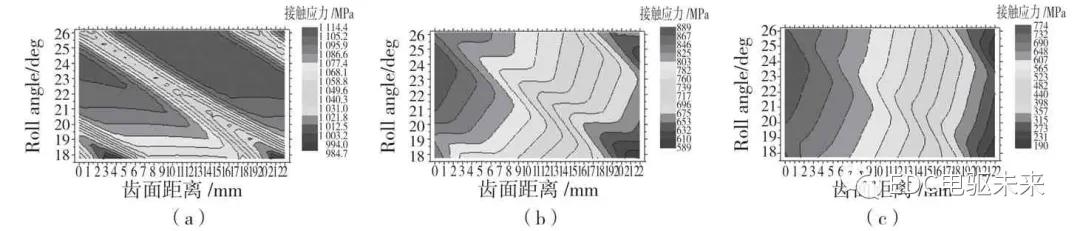
圖2 3 種工況下輸入齒輪未修形時接觸斑點云圖
Fig.2 Contact spots nephogram under three conditions before modification
(a)升速工況-479.6 N·m(b)升速工況 -298.3 N·m(c)升速工況-157.9 N·m
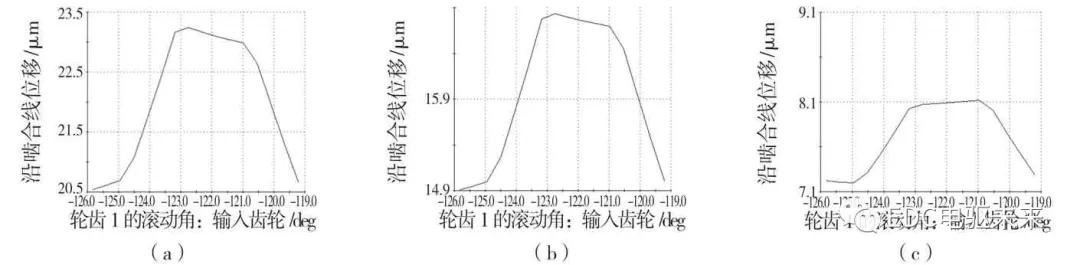
圖3 未修形時3 種工況下的傳動誤差變化曲線圖
Fig.3 Transmission error curve under three conditions before modification
(a)升速工況-479.6 N·m(b)升速工況 -298.3 N·m(c)升速工況-157.9 N·m
齒向修形原理圖如圖4 所示,齒向修形公式如下:
齒向鼓形量為

螺旋角修形公式為
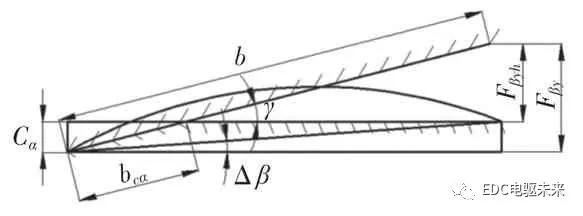
圖4 齒向修形原理圖
Fig.4 Schematic diagram of tooth profile modification
由表1 得,在計算修形量時因扭矩不同,所得的修形量也不同,而本文中的修形旨在獲得一個修形量,滿足在不同的安裝誤差及不同的工況下修形結果都較優(yōu)。通過一系列的研究,得出以下修形過程。
2.1 安裝誤差范圍計算
齒輪進行齒形與齒向的修形前,為了讓模型與實際運行時的情況相符合,將垂直方向上的安裝誤差等效替換到螺旋角方向上。本文討論的模型安裝誤差精度為7 級,而實際生產加工中的安裝誤差值不好確定,且批量生產中,安裝誤差的值是不定的。本文給出一個安裝誤差的范圍,在這一范圍中進行修形且驗證,使得在不同的安裝誤差下修形結果都得到優(yōu)化。查閱相關資料,得7 級安裝誤差精度的最大值計算過程如下。
該模型中軸安裝誤差為垂直平面[V]上的平行度誤差,如圖5 所示,誤差公式為
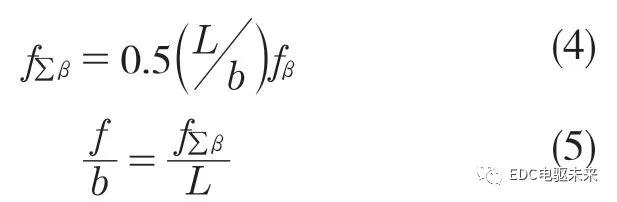
式(1)為軸上安裝誤差的計算公式,式(2)為軸上安裝誤差與反映到齒輪上的安裝誤差的等式關系。
兩式中:f∑β——軸上安裝誤差值;L——軸長,L=210 mm;b——齒寬,b=22 mm;fβ——螺旋角總公差;f——反映到齒輪上的安裝誤差值。螺旋線總公差fβ 查閱齒輪精度標準為17μm;計算所得的安裝誤差f=8.5μm。所以安裝誤差范圍為-8.5~8.5μm。
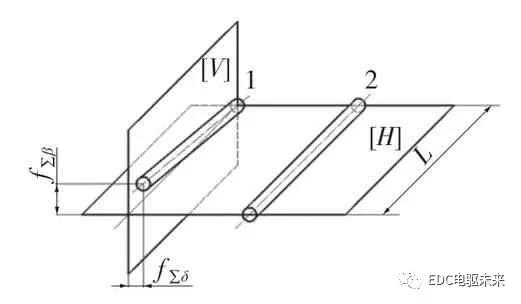
圖5 齒輪副軸線平行度誤差
Fig.5 Parallelism error of gear secondary axis
- 基準軸線 2.被測軸線[H]——軸線平面[V]——垂直平面
2.2 螺旋角修形量的確定
在已知載荷下,由于齒輪組加載工作時齒輪組在螺旋角方向上會產生變形且變形量固定,使得齒面產生較大的偏載現(xiàn)象。為了抵消這一偏載變形,通過改變齒輪的螺旋角修形量來進行補償。螺旋角修形量的確定過程如下:在齒輪沒有安裝誤差時,改變要修形的齒輪的螺旋角修形量,當該修形量對應的傳動誤差、最大接觸應力最小時,該值就是所需的螺旋角修形量。
本文中模型的升速工況較復雜,有3 個工況且跨度較大。已知該模型中齒輪的偏載誤差隨著扭矩增大而增大,因此該模型的偏載誤差在最小扭矩與最大扭矩的中間的扭矩即318 N·m下計算,并在該扭矩下進行修形。
當扭矩為318 N·m 時,改變螺旋角修形量,傳動誤差與最大接觸應力隨螺旋角修形量改變的曲線如圖6 所示,得到在螺旋角修形量為6μm時傳動誤差及最大接觸應力最小,即當螺旋角修形量為6 μm 時能夠較好的抵消偏載變形。
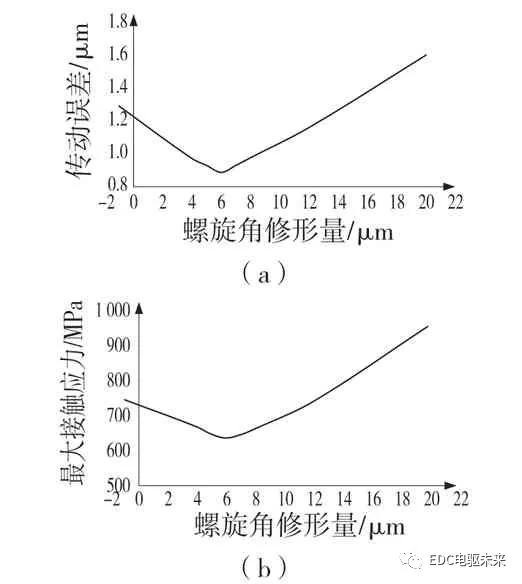
圖6 傳動誤差與最大接觸應力隨螺旋角修形量改變的曲線
Fig.6 Curve of transmission error and maximum contact stress changing with helix angle
(a)傳動誤差隨螺旋角修形量改變曲線(b)最大接觸應力隨螺旋角修形量改變曲線
2.3 齒向修形量及齒廓修形量的確定
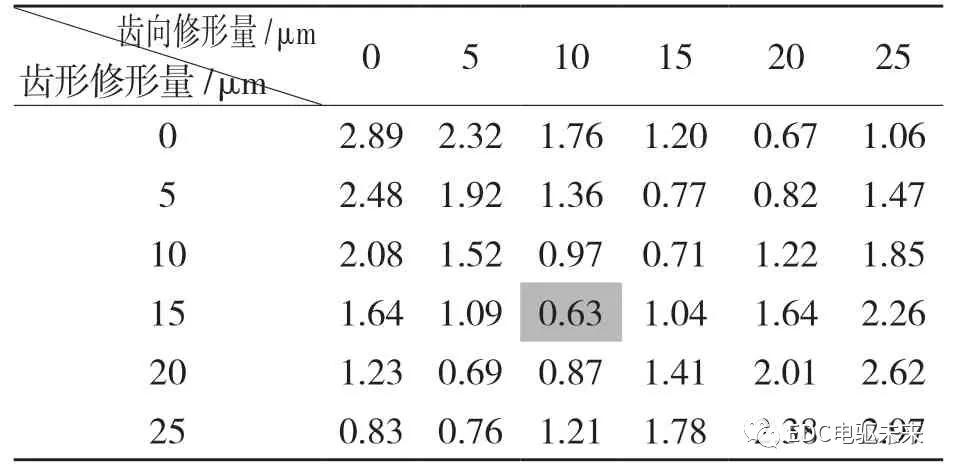
本文利用逐步逼近法先以5μm 為間隔,同時改變齒向及齒形修形量,齒向及齒形修形范圍均為0~25 μm,修形范圍縮小至齒向5~15 μm,齒形10~20 μm,如表3 所示。
表3 齒形與齒向修形初步結果
Tab.3 Preliminary results of tooth profile and tooth profile modification
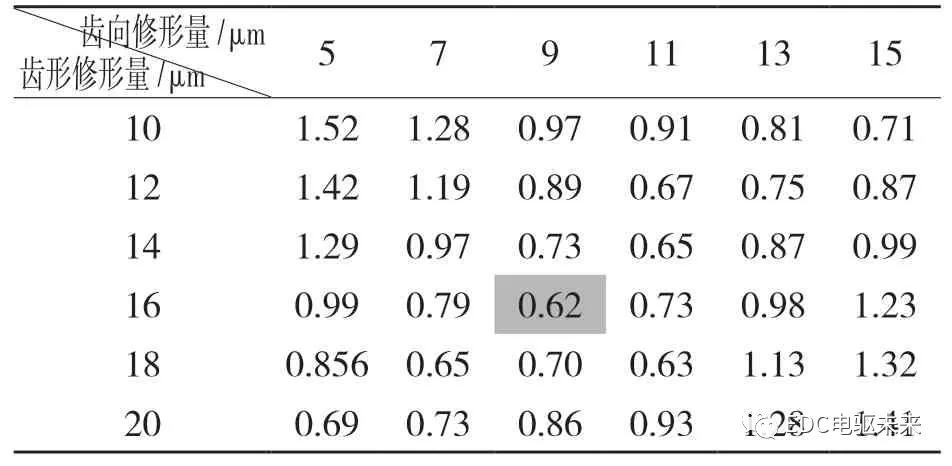
在此范圍內,齒形齒向修形量間隔2 μm 繼續(xù)縮小范圍,修形范圍縮小至齒向(7~11 μm),齒形(14~18 μm)。如表4 所示。
表4 齒形與齒向修形第2 步結果
Tab.4 Second step result of tooth profile and tooth profile modification
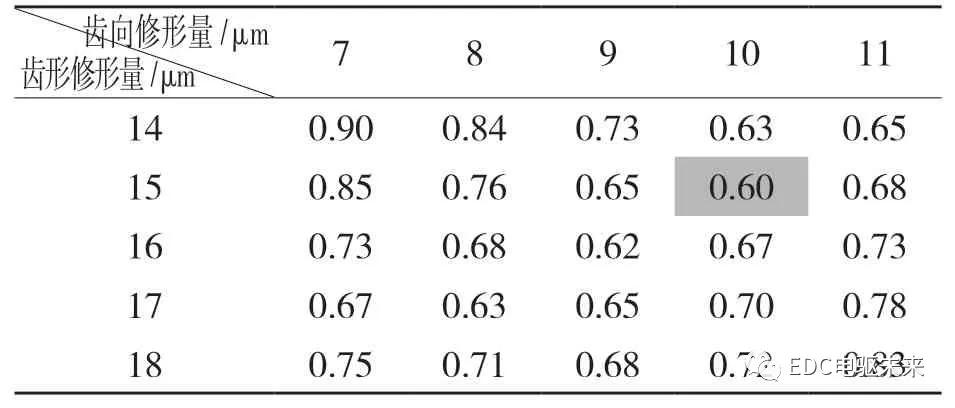
最后,齒形齒向修形量間隔1 μm 初步得到最優(yōu)化修形量,如表5 所示。初步得到的修形方案為螺旋角修形量為6 μm,齒向修形量為10 μm,齒形修形量為15 μm。
表5 齒形與齒向第3 步修形結果
Tab.5 Third step result of tooth profile and tooth profile modification
將該修形方案在不同安裝誤差下進行驗證,比較修形前后的傳動誤差及最大接觸應力。驗證時為防超差將安裝誤差范圍擴大至-15~15 μm,驗證結果如圖7 所示。
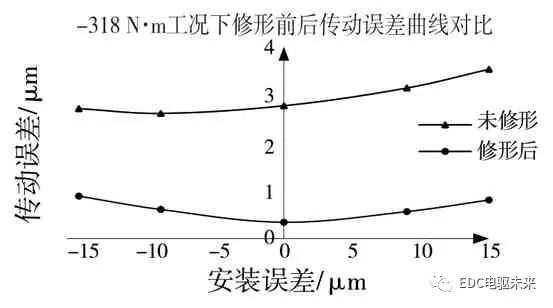
圖7 工況-318 N·m 時驗證修形方案
Fig.7 Verify modification plan under the condition of-318 N·m
結果表明,該修形量在-318 N·m 工況下修形結果得到優(yōu)化。將該優(yōu)化方案在3 種工況下改變安裝誤差對該修形方案進行驗證,驗證結果如圖8 所示。
結果顯示,在扭矩為-479.6,-298.3 N·m工況下修形后的傳動誤差都比未修形時小,但在扭矩為-157.9 N·m 工況下,安裝誤差-5~5 μm時,修形后的傳動誤差都比未修形時小,因此在扭矩-157.9 N·m 時進行微調。以1 μm 為間隔對齒形和齒向修形量進行微調,得到二次修形結果為螺旋角修形量6 μm,齒向修形量12 μm,齒形修形量17 μm,該方案在3 種工況下的驗證結果如圖9 所示。結果顯示,雖然在大扭矩下傳動誤差升高了,但結果依然比未修形時好,且在-157.9 N·m 時修形結果得到優(yōu)化。
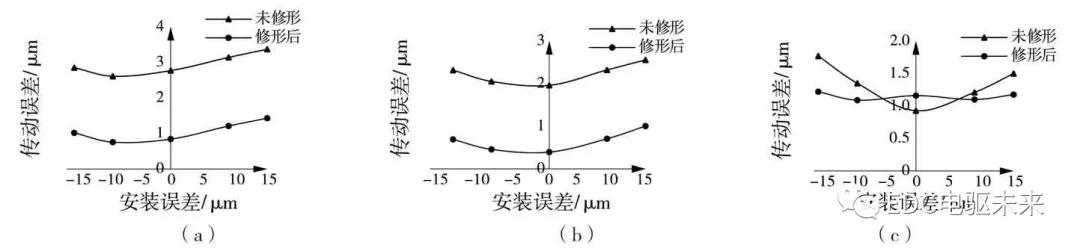
圖8 三種工作工況下驗證修形方案
Fig.8 Verify modification plan under three working conditions
(a)-479.6 N·m 工況下修形前后傳動誤差曲線對比(b)-298.3 N·m 工況下修形前后傳動誤差曲線對比(c)-157.9 N·m 工況下修形前后傳動誤差曲線對比
3 齒輪修形前后對比
齒輪的傳動誤差是反映齒輪系統(tǒng)性能的重要指標之一,根據圖3、圖9 和圖11 對比修形前后的傳動誤差曲線圖可知,齒輪修形后在不同的安裝誤差及不同的工況下有效降低了齒輪的傳動誤差;雖然沒能消除傳動誤差的波動,但是也大幅減少了齒間傳動誤差的波動范圍,并且都是傳動誤差變化比較平緩。說明修形后,齒輪的動態(tài)性能有了極大改善。由圖2 和圖10 可知,對比齒輪修形前后齒面載荷分布圖,齒輪修形后有效解決了齒輪嚙合過程中的偏載問題。顯然,修形后減少了最大接觸應力,齒面載荷分布更加合理,增加了齒輪承載能力,從而增加了齒輪壽命。
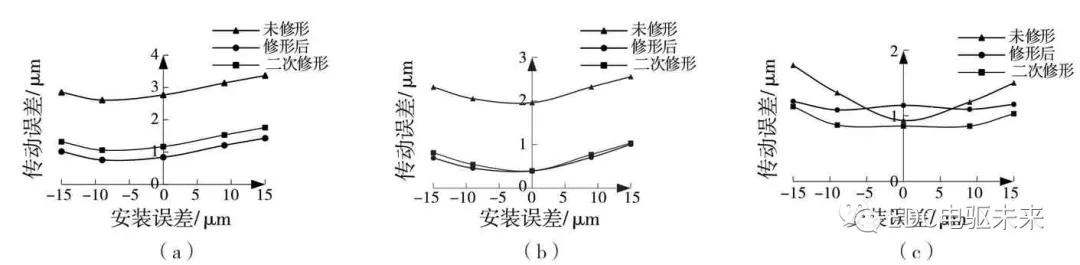
圖9 二次修形后在3 種工況下驗證修形方案
Fig.9 Verify modification plan under three working conditions after secondary modification
(a)-479.6 N·m 工況下修形前后傳動誤差曲線對比 (b)-298.3 N·m 工況下修形前后傳動誤差曲線對比(c)-157.9 N·m 工況下修形前后傳動誤差曲線對比
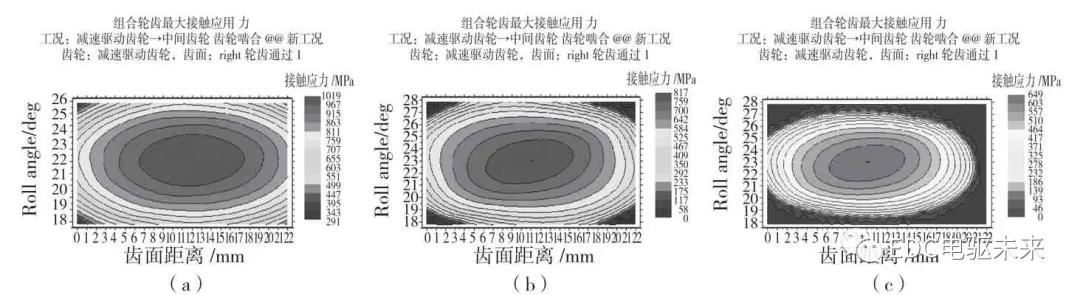
圖10 修形后三種工況下的接觸斑點云圖
Fig.10 Contact spots nephogram under three conditions after modification
(a)升速工況-479.6 N·m (b)升速工況-298.3 N·m(c)升速工況-157.9 N·m
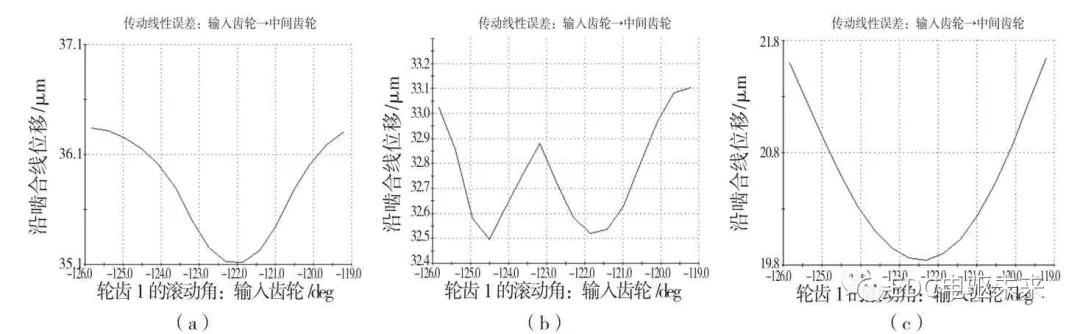
圖11 修形后3 種工況下的傳動誤差變化曲線圖
Fig.11 Transmission error curve under three conditions after modification
(a)升速工況-479.6 N·m (b)升速工況-298.3 N·m(c)升速工況-157.9 N·m
4 結論
基于Romax 平臺對汽車減速器齒輪進行建模并分析。修形前的結果顯示,齒輪傳動時的主要問題是傳動誤差比較大,齒面載荷偏載嚴重、齒面受力不均,這三大問題導致齒輪的傳動平穩(wěn)性較差,齒輪的使用壽命較短。通過一系列的深入研究,本文找到了適合于不同安裝誤差及不同工況下較合理的修形量。由圖2—圖10 得:
(1)齒輪傳遞誤差很大程度降低,從而增加了傳動的平穩(wěn)性,降低了振動。
(2)有效改善齒輪嚙合時的偏載現(xiàn)象,齒面載荷分布更加合理,齒面上相同距離點的受力極差減小,增加了齒輪的平穩(wěn)性。
(3)在不同的工況及不同的安裝誤差下,傳遞誤差和齒面偏載問題都得到了有效的改善,從而解決了因多工況及批量生產安裝誤差不統(tǒng)一而造成的修形困難問題。
本文摘自《農業(yè)裝備與汽車工程》,作者:吳晗,胡金鵬
- 下一篇:HBM中國公司更名通知
- 上一篇:基于輪心載荷的整車路噪分析與優(yōu)化研究



 廣告
廣告 編輯推薦




最新資訊
-
“汽車爬坡試驗方法”將有國家標準
2026-03-03 12:44
-
十年耐久監(jiān)管時代:電池系統(tǒng)開發(fā)策略將如何
2026-03-03 12:44
-
聯(lián)合國法規(guī)R59對機動車備用消聲系統(tǒng)的工程
2026-03-03 12:08
-
聯(lián)合國法規(guī)R58對后下部防護裝置的工程化約
2026-03-03 12:07
-
聯(lián)合國法規(guī)R57對摩托車前照燈配光性能的工
2026-03-03 12:07
