




 廣告
廣告





















































廣汽 | 汽車內飾按壓異響研究
2021-09-12 00:22:18· 來源:AUTO內飾行家

(a)優(yōu)化前
(b)優(yōu)化后
圖7 零件整體剛度與局部剛度優(yōu)化
零件容差性設計
汽車內飾件大量運用塑料材料,受熱脹冷縮和生產制造裝配公差影響較大,合理的容差性設計能夠有效控制間隙,降低因公差或溫度影響導致的按壓異響。壓接配合容差性比對接配合好,如長條型ABS 電鍍飾條與PVC 表皮配合,電鍍飾條在長度方向公差累積較大,采用電鍍飾條壓接PVC 表皮,一方面飾條邊界的公差累積不影響外觀,另一方面按壓方向支撐較好,不容易發(fā)生相對位移。包覆件拐角因表皮堆積,需做避讓設計,避免因表皮頂起懸空按壓異響。相鄰零件配合尺寸鏈盡量短,避免累積公差過大導致間隙管理不佳。
按壓異響評價方法
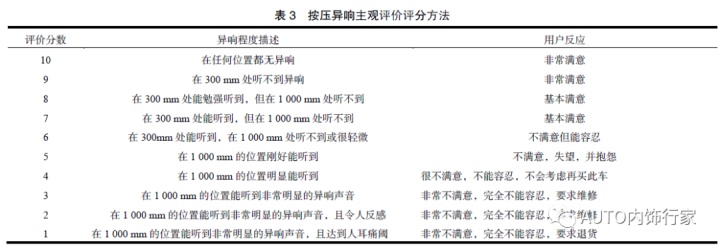
為模擬乘員在車內操作功能件或擦拭內飾或玻璃場景,根據(jù)按壓方式不同分為三類:第一類為單指按壓,第二類為三指或手掌按壓,第三類為或手肘、腿部擠壓。若手指按壓、腿部靠壓力度不超過50 N;肘部按壓力度不超過250 N。圖8 為某車型座艙各區(qū)域按壓異響評價示意圖。按十點評價法評分,7 分或以上無異響;6.5 分很輕微異響,可接受;6 分輕微異響,勉強接受;5.5 分或以下較明顯異響,無法接受。如表3所示。
在概念設計階段,通過對標競品車按壓異響水平,結合不同車型級別的異響目標。完成按壓異響評價清單,并制定按壓異響開發(fā)目標,指導各系統(tǒng)零部件設計,如表4 所示。
表4 某車型儀表板系統(tǒng)和門飾板部分按壓異響評估工況
按壓異響正向開發(fā)流程及設計優(yōu)化
汽車內飾件開發(fā)主要包含概念設計階段、詳細設計階段、零部件及樣車驗證階段、生產階段。在每個開發(fā)階段運用不同控制方法,能夠將異響問題提前在設計階段解決,減少后期成本,圖9 為汽車內飾件按壓異響正向開發(fā)流程。
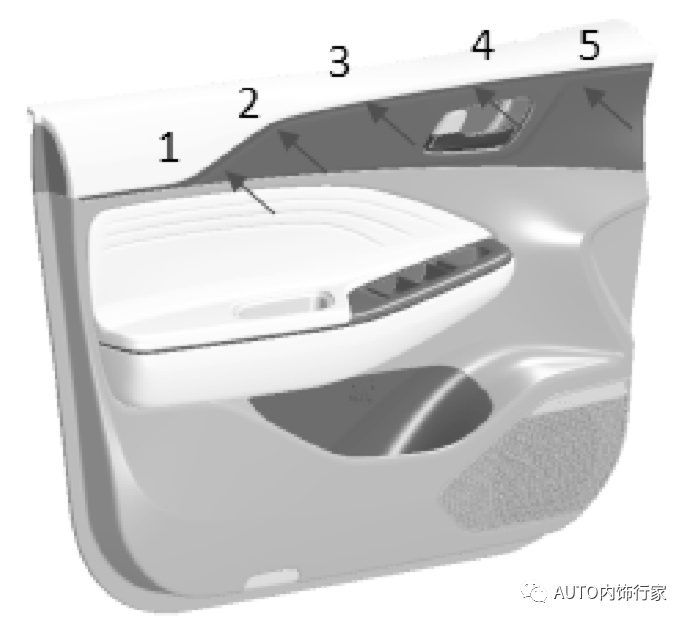

圖9 汽車內飾件按壓異響正向開發(fā)流程
在概念設計階段,通過以往車型材料庫完成材料對摩擦異響測試,完成材料兼容性數(shù)據(jù)庫,可用于指導造型表面屬性定義。同時,對競品車型做靜態(tài)異響評價和拆解對標,建立開發(fā)車型的按壓異響目標。針對以外車型異響問題庫,建立防再發(fā)問題管理清單,制定各系統(tǒng)防按壓異響開發(fā)策略。
在詳細設計階段,針對各系統(tǒng)防按壓異響技術方案,完成主斷面制作及安裝定位策略。對CNC 數(shù)據(jù)和PT數(shù)據(jù)完成多輪接觸點檢查,結合CAE 分析制定優(yōu)化方案。在零部件及整車驗證階段,在零部件總成臺架、整車靜態(tài)評價中評估按壓異響,制定優(yōu)化方案。
在生產一致性階段,針對關鍵零部件配合間隙、關鍵零部件力矩做生產管控,保證制造裝配精度。在按壓異響正向開發(fā)流程中,通過典型斷面設計、安裝點及限位結構布置、3D 數(shù)據(jù)檢查及CAE 手段能夠在產品凍結前預防,減少后續(xù)設變費用。下面簡單介紹幾種按壓異響控制辦法。
典型斷面設計
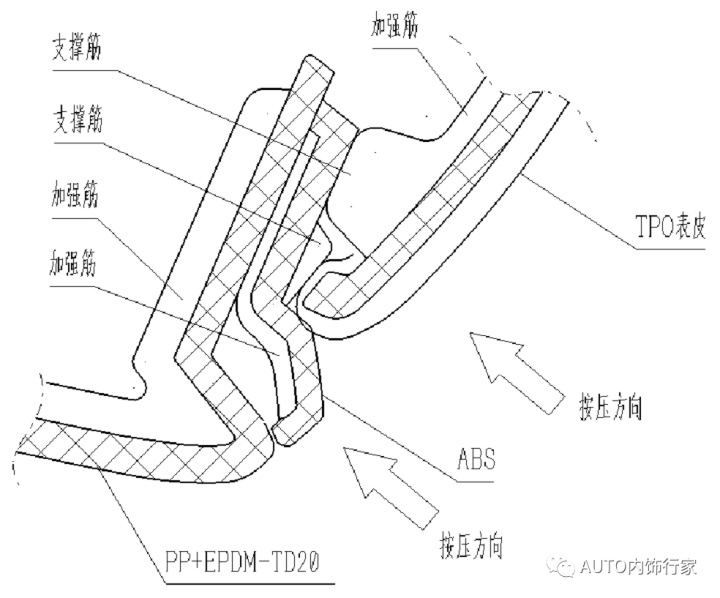
以某車型門飾板裝飾條開發(fā)為例,在主斷面階段,對于材料對不兼容的配合,合理布置安裝點、支撐筋等結構能極大提升剛度,避免按壓發(fā)生相對位移,如圖10 所示。合理布置安裝點,安裝點間距均勻,安裝點盡量靠近邊界,避免懸臂結構,配合邊緣通過支撐筋和焊點支撐提升局部剛度,中間區(qū)域可通過支撐鈑金提升整體剛度。通過制作典型斷面庫,能夠總結以往經驗,優(yōu)化設計參數(shù)。

(a)某車型門飾板

(b)SEC A-A
圖10 門飾板裝飾條典型斷面
安裝點及限位結構布置
合理布置內飾件安裝點及限位結構能夠有效提升零件剛度的同時,減少相鄰零件發(fā)生相對位移,降低按壓異響風險。圖11 為某車型門飾板ABS 與ABS 裝飾條匹配安裝定位,其中MP 為安裝點間距,ME 為安裝點到邊界距離,XP 為支撐筋、限位筋間距。通過建立安裝定位對標數(shù)據(jù)庫,不斷完善安裝定位設計標準,能有效指導零部件的設計。



圖11 某車型門飾板ABS 與ABS裝飾條匹配安裝定位



 廣告
廣告 編輯推薦




最新資訊
-
“汽車爬坡試驗方法”將有國家標準
2026-03-03 12:44
-
十年耐久監(jiān)管時代:電池系統(tǒng)開發(fā)策略將如何
2026-03-03 12:44
-
聯(lián)合國法規(guī)R59對機動車備用消聲系統(tǒng)的工程
2026-03-03 12:08
-
聯(lián)合國法規(guī)R58對后下部防護裝置的工程化約
2026-03-03 12:07
-
聯(lián)合國法規(guī)R57對摩托車前照燈配光性能的工
2026-03-03 12:07
