




 廣告
廣告





















































廣汽 | 汽車內(nèi)飾按壓異響研究
2021-09-12 00:22:18· 來源:AUTO內(nèi)飾行家

接觸點(diǎn)檢查
在詳細(xì)設(shè)計(jì)階段,針對內(nèi)飾件CNC 數(shù)據(jù)和PT 數(shù)據(jù),首先篩選材料對異響不兼容的零件接觸區(qū)域,通過逐條接觸點(diǎn)檢查,制定優(yōu)化方案,圖12 為某門飾板裝飾條按壓異響接觸點(diǎn)檢查分析。
按壓異響CAE 分析
結(jié)合上文的材料對摩擦異響試驗(yàn)結(jié)果,將脈沖率(Impu-lse Rate)換算成發(fā)生粘滑效應(yīng)的最小位移量Δp 作為按壓異響CAE 分析的目標(biāo)值,按壓力50 N工況下,相互接觸的零件相對位移量小于Δp,則無按壓異響風(fēng)險(xiǎn),大于則存在按壓異響風(fēng)險(xiǎn),需進(jìn)行結(jié)構(gòu)優(yōu)化。在CAE 分析模型中,單指采用ф20 的平面加載,三指、手掌采用ф50 的平面,手肘、腿部采用ф80 的球加載。從上文材料對異響摩擦試驗(yàn)得到PVC表皮與ABS 的脈沖率,然后換算為Δp 作為按壓異響CAE 分析目標(biāo)值,通過判斷相接觸零件相對位移是否小于Δp 作為判斷按壓異響風(fēng)險(xiǎn)的基準(zhǔn)。圖13 為某車型門飾板裝飾條按壓異響分析工況。

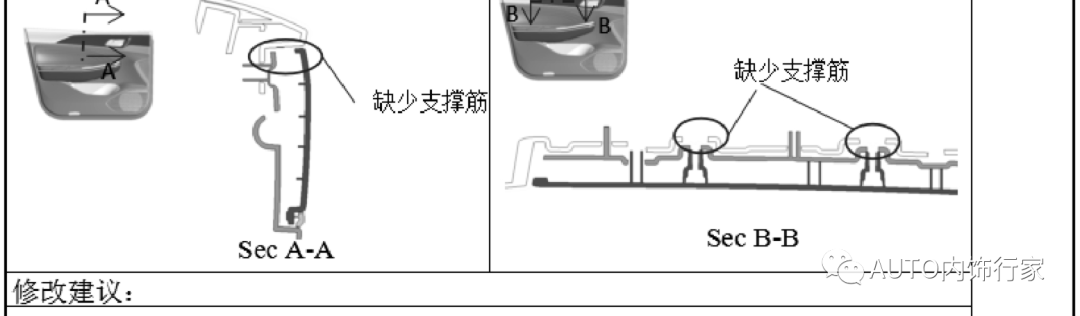
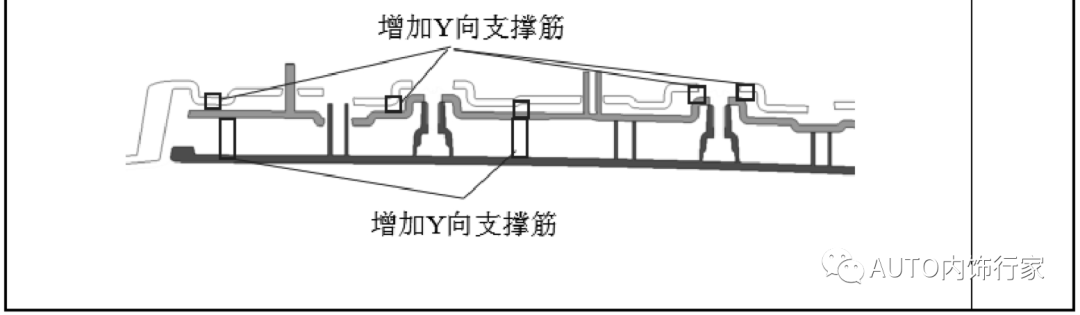
圖12 某車型門飾板接觸點(diǎn)檢查
涂層也是常用的整理工藝,一般都是采用刮刀式涂層頭進(jìn)行。涂層膠的類型以水基的丙烯酸類和聚氨酯類為主,丙烯酸最常用,聚氨酯類成本相對高一些,但具有較好的彈性。根據(jù)實(shí)際需求可以選擇對涂層膠漿進(jìn)行泡沫加工,亦可在涂層膠中加入阻燃劑、抗菌劑等功能材料,對面料進(jìn)行功能性的涂層整理。
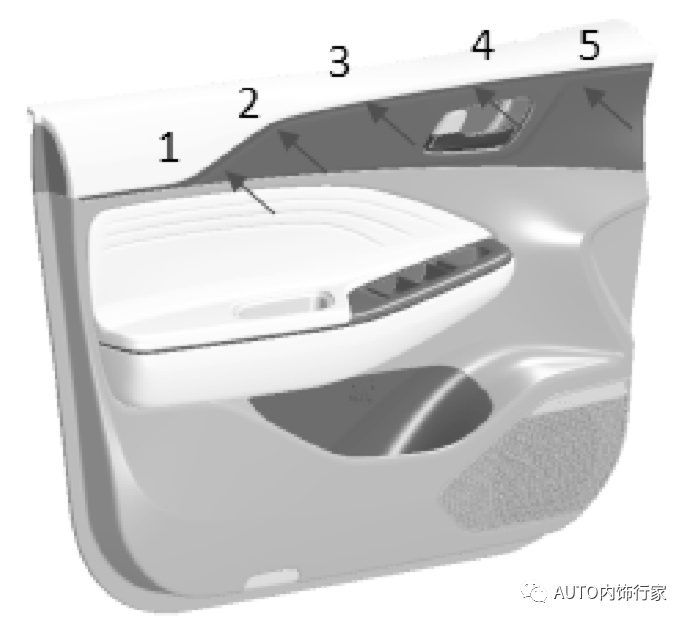
(a)按壓異響加載位置
(b)CAE分析工況
圖13 某車型門板裝飾條按壓異響CAE分析
防異響材料
大部分按壓異響問題均可在詳細(xì)設(shè)計(jì)階段解決,少部分異響問題可在零部件及整車驗(yàn)證階段,可以使用一些輔助材料隔離(如毛氈、海綿墊塊、潤滑劑、潤滑脂等)或防異響材料(防異響ABS、PC/ABS 材料)解決。毛氈耐磨但不防水,適用于干涉位置。海綿墊塊彈性好,支撐力強(qiáng),耐久性好適用于剛度不足的位置。潤滑劑、潤滑脂通過涂刷到零件表面,迅速形成涂層膜,提升潤滑性,適用于干涉位置。防異響材料是通過提高阻尼性能,將擠壓摩擦產(chǎn)生的能量轉(zhuǎn)換為內(nèi)能,從而減少發(fā)聲量。
總結(jié)
本文從汽車內(nèi)飾件按壓異響機(jī)理分析,總結(jié)按壓異響的影響因素與解決方法,提出了一套防按壓異響正向開發(fā)流程,通過在詳細(xì)設(shè)計(jì)階段的優(yōu)化設(shè)計(jì),提前規(guī)避異響問題,減少零部件及整車驗(yàn)證階段的設(shè)計(jì)變更,為異響問題提供了解決思路,該方法同樣可適用于路面激勵(lì)引起的摩擦與敲擊異響問題。



 廣告
廣告 



